Guest post from Mark Pasamaneck, PE
In this article, I will explore the relationship between the engineeringdesign process and the failure of a plumbing component as it
relates to product liability.
In the litigious society in which we live, everyone connected to
the life-cycle of a plumbing component should be concerned with
its long-term suitability as it exists in any plumbing system. As an
engineer or designer of a plumbing component, you should have
a desire to go beyond just limiting liability. As described in the
codes and most engineering ethics documents, a designer must be
concerned with protecting the people and property exposed to his
design from seen or unseen damage and hazards.
 A LITLE HISTORY
A LITLE HISTORY
While the political, social, and legal reasons are beyond the
scope of this article, the decade of the 1970s was largely considered
the decade of safety awareness. While a few federal
acts were aimed at safety in the 1950s, the majority of the
safety acts in use today were developed in the late 1960s and
first published in the 1970s, including the Consumer Product
Safety Act of 1972. The Magnuson-Moss Warranty Act of 1975
gave broad powers to the Federal Trade Commission regarding
product warranties.
Of particular interest to the plumbing community is that
the majority of the plumbing components in use today were
conceived of and designed well before the 1970s. Many manufacturers
have never evaluated their components or designs in
light of the safety acts and standards implemented in the 1970s
and after. While the building codes commonly grandfather in
outdated technologies, there is no such provision for an old
product design that was produced in the modern era. It is also
obvious that courts have held that the “product” for which a
designer or producer is responsible includes such items as the
warranty, instructions, packaging, labels, and warnings (note:
not an all-inclusive list).
THE ENGINERING DESIGN PROCESS
While the topic of engineering design in general would take many
articles, this discussion on product liability requires an overview of
the engineering design process. The design process commonly is
called iterative since it is very rare that an idea can go through the
steps of concept to finished product without changes. The design
process outlined below is considered the standard in all types of
industry. While many more steps may be encountered in a complex
part or system, the following serves to define the general steps
useful in the design iteration. This process also incorporates the
cradle-to-grave responsibility of the designer and manufacturer.
1. Define the function of the product within a system or as a
stand alone.
• If the product is itself a system, define each subsystem and
initiate an independent design iteration until each component
is uniquely defined.
• If the product is within a system, define system parameters
and environments in which the product will operate.
2. Identify prior designs that may assist or preclude (patents)
the design process.
3. Identify all laws, codes, or standards that apply to
the product or system.
4. Brainstorm possible design concepts.
5. Remove concepts that are not viable due to manufacturability,
regulations, cost, hazards, complexity, integration,
functionality, or aesthetics.
6. Choose a design concept.
7. Create the design using accepted design practices applicable
to the field of interest. These will necessarily include
factors of safety, dynamic loads, static loads, wear, compatibility,
environment of use, durability, cost issues, and
materials (suitability, durability, strength, degradation,
fabrication, identification of failure modes, and predictable
failure locations).
8. Evaluate functionality: geometry, motion, size, complexity,
and ergonomics.
9. Evaluate safety: operational, human, environmental, and
failure analysis.
10. Evaluate energy: requirements, created, kinematic, thermodynamic,
and chemical.
11. Evaluate quality: marketability, longevity, aesthetics, and
durability.
12. Evaluate manufacturability: available processes and new
processes.
13. Evaluate environmental aspects: materials, fluids,
wastes, interactions, phase changes, flammability,
and toxicology.
14. Iterate the design. (Redo steps 7 through 13 based on
the analysis.)
15. Lay out the design.
16. Obtain manufacturing criteria.
17. Create a prototype and test (optional).
18. Create the product.
19. Test the product.
20. Reiterate through the entire design process based on
testing and analysis.
21. Produce the product. Some changes may occur, but they
should not impact the actual design.
22. Perform quality control, which is used to evaluate the
compliance of the produced product with the design.
23. Deliver the product. Packaging, labeling, instructions,
and warnings are included in this step, but they also
must be considered throughout the process.
24. Consumers use the product. The producer must consider
the environment of intended use as well as anticipated or
probable misuse of the product. These must be addressed
appropriately throughout the design process.
25. Dispose of product. The end of use must be considered
by the designers. Fail-safe designs should be incorporated,
and any hazards associated with disposal and/or failure
must be addressed appropriately as well.
SAFETY HIERARCHY
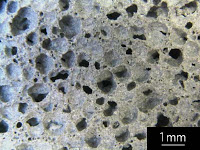
Steps 7, 8, 9, and 19 are where a defect or hazard (such as that
shown in Figure 1) should be detected in most cases. When
detected, the question must be answered as to whether the
defect or hazard was foreseeable or unreasonably dangerous.
If it was, the commonly held approach in the engineering community
to solve the problem is known as the safety hierarchy.
This process is based on sound engineering principles coupled
with economic considerations and human factors. The first
reasonable item in the hierarchy must be utilized, and skipping
steps is not appropriate.
The steps are as follows:
1. Design it out.
2. Guard it out.
3. Train it out.
4. Warn it out.
5. Don’t make it.
The hierarchy is intended to evaluate if the problem can be
corrected by engineering measures. However, those measures
also can be evaluated in and of themselves. For example, were the
warnings understandable, sufficiently broad, or used as a substitute
for design or guarding?
The design process and the safety hierarchy outlined above
almost always include other sub-processes and evaluation techniques.
Severity indices, fault trees, failure mode and effect analysis
(FMEA), root cause analysis, and design checklists all are tools
that if sufficiently designed and used within the design process
will aid the designer in his goal to make a safer product.
PRODUCT LIABILITY THEORIES
When product liability theories are evaluated, three general areas
are considered.
1. Design defect:
• Was the product designed to do the job based on the reasonable
expectation of a consumer, without undue risk?
• Was it designed for the environment of intended use?
• Was the design properly engineered and tested?
2. Manufacturing defect: Despite a sufficient design, was there a
flaw in the:
• Processing?
• Assembly?
• Raw materials?
3. Warning defect: Did the manufacturer fail to properly advise
regarding:
• Assembly?
• Use and maintenance?
• Hazards?
AVOIDING LIABILITY
Hopefully, if you have made it this far, you now are asking yourself
how you can improve your products to both reduce liability and
improve safety. Much of the general information on design is
contained herein, but a more in-depth understanding obviously
would be beneficial for the designer.
Let’s look at design defects first. It is important to document
what sources of information were used or considered in the design
process of a component. The specific issues for the plumbing component
designer that account for a large number of design-related
defects are related to stress concentrations and material selection.
ASPE publishes the Plumbing Engineering Design Handbook,
and Volume 4 covers plumbing components and equipment. I
have utilized this reference for years to illustrate what a designer
“should” have included in a design. While a lot of good information
is available online, if you use it in a design, be sure to properly
record and document the source. Materials, machinery, and
design handbooks are prevalent and should be sourced for relevant
design information. One of the various texts on design and
product liability (see Figure 2) also should be included. One of the
best for a general understanding is Managing Engineering Design
by Hales and Gooch.
Manufacturing defects come in two main areas: assembly
and cast/mold defects. This is an area that the designer typically
cannot control, but can influence. Some issues of quality control
and tolerances have to be determined within the design, and
others will be left to the assembly workers, a quality control (QC)
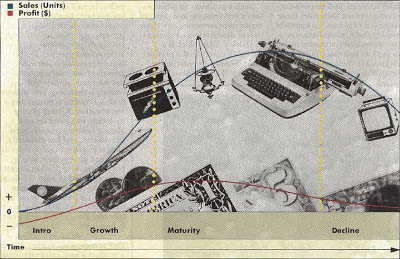
department, or line design. When it comes to casting and mold
defects, those processes should be considered and properly speci-
fied in the design. Then a QC program to ensure compliance must
be implemented (see Figure 3).
The third area is related to warnings. Step 3 of the safety hierarchy
would be evaluated in this step as instructions for installation
and maintenance (training). It is the responsibility of the
design engineer and producing company to ensure that a product
brought to market is reasonably safe and suitable for the environment
of its intended use. A product subject to degradation,
corrosion, catastrophic failure, or other risk of damage to people
or property should adequately warn of the risk or danger if there
was no other reasonable way to eliminate the risk or failure mode.
The product instructions might address, but not be limited to,
warnings, providing maintenance instructions, and warning of the
consequences of failing to heed the instructions.
The design of warnings should follow American National Standards
Institute (ANSI) standards regarding the identification and
warning against potential safety hazards. In 1979, the ANSI Z53
Committee of Safety Colors was combined with the Z35 Committee
on Safety Signs to form the Z535 Committee, which develops
the standards that must be used to design warnings, labels, and
instructions intended to identify and warn against hazards and
prevent accidents. The relevant standards for products are:
• ANSI Z535.4:
Product Safety Signs and Labels
• ANSI Z535.6:
Product Safety Information in Product Manuals,
Instructions, and Other Collateral Materials
For a warning to be effective, there must be a reasonable degree
of certainty that the end user will receive and understand the
warning (see Figure 4). The use of warnings also must follow the
safety hierarchy. Since warnings are the fourth step, available
design alternatives must be considered in the design process.
Guarding out of a hazard and subsequent training must be undertaken
before warnings can reasonably be considered or designed.
Our society, as stated in the various plumbing codes, relies on
the engineer, designer, and manufacturer to produce products that
are safe and durable. Society also recognizes and accepts some
level of risk, provided that they know about it beforehand and that
companies must be economically viable to survive. Don’t shirk your
responsibility to the public, your profession, yourself, or your company
by producing a product based on an insufficient design.
This article was reprinted with permission and all copyright remains with the American Society of Plumbing Engineers.